ÖZET
Lazerler, 21. Yüzyılın çok
amaçlı kullanımlı temassız takımı, aracı, silahı,
ölçme, analiz enstrümanı, tedavi yöntemi olarak
değerlendirilmektedir. Lazerli
yöntemlerin, tekniklerin birçok üstünlükleri nedeniyle, endüstride konvansiyonel
yöntem ve tekniklerin yerini almaktadır.
İmalat sanayinde üretimin birçok kademesinde, malzemelerin işlenmesinde,
ölçümlerinde, analizlerinde, kalite kontrollerinde, üretimin otomasyonunda
lazerlerin kullanımı artmakta ve yaygınlaşmaktadır.
Tıpta birçok hastalığın tanısında, tedavisinde kullanıldığı
gibi savunma sanayinde de lazerli silahlar üretilmektedir. Bilgisayar,
elektronik, iletişim, eğlence sektörlerinde de lazerler yaygın
kullanılmaktadırlar. Sanayisi
gelişmiş ülkelerde lazer teknolojisi üzerine özel ve resmi bilim
araştırma-geliştirme kuruluşlarında yoğun ve
geniş çaplı çalışmalar sürdürülürken, bu ülkelerde
optik/lazer teknolojisi hızlı bir şekilde ilerlerken, Türkiye´de
lazerlerle ilgili kayda değer gelişmelere rastlanmamaktadır.
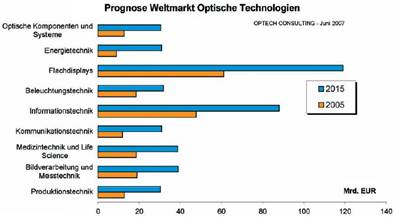
Bildiride, lazerler hakkında genel bilgiler özetlenerek, lazerin
kulanım alanları ve teknolojindeki yenilikler üzerinde
durulmaktadır ve Lazer teknolojisinin Türkiye acısından bir
değerlendirilmesi tartışmaya sunulmaktadır.
Anahtar
Sözcükler: Lazerler,
Kullanım alanları, Endüstri, Teknoloji, İnovasyon
ABSTRACT
Lasers have been evaluated such as
multi-functional contactless tools for many purposes, devices, guns,
measuring-analysing instruments and also
medical treatment tools in the twenty-one century. Because of many
superiorities of laser-based methods, they have been replacing conventional
methods in industrial production. In manufacturing industry, lasers are being
extensively used on increasing scale for many production steps such as material
processing, analysing, quality control processing and automation of production
tasks effectively. Also they are being used for diagnosis of many diseases in
medicine -theraphy and with laser-based guns
are being used for defense industry. Computer, electronic,
communication, entertaintment etc. Sectors are other areas which employed laser technology. Private and
official science-research-development foundations (centers) are conducting
dense and extensive studies with related optic and laser technology. But
unfortunately noteworty developments haven’t been observed for this subject in
Turkey. In this manuscript, general knowledge of lasers, areas which using
lasers and innovation in technology have been summarized. And a discussion has
been represented about laser technology.
Keywords: Laser, Using, Industry, Technology,
innovation,
1.
GİRİŞ
20.yüzyıl teknolojisinde elektron belirgin
iken, 21. Yüzyıl teknolojisine ise photon, yani ışık/işin,
lazerler belirleyici olacaktır. /1,2,3,4,5,6/ Bu nedenle olacak ki Almanya gibi sanayisi
gelişmiş ülkelerde lazer teknolojisi ile ilgili bilim
araştırma merkezleri, üniversitelerde enstitüler, bölümler, ana bilim
dalları açılmaktadır, ulusal ve uluslararası
çalışma grupları kurulmaktadır. Örneğin Almanya`nin
her eyaletinde lazer araştırma geliştirme bilim merkezleri kurulmuştur.
Şekil 1 Aşağı saksonya
eyaletinde Hannover kentinde dünyaca ünlü Lazer bilim merkezi bir örnek olarak
verilmektedir.

Şekil 1. Lazer Bilim Merkezi Hannover, Almanya, LZH, /24/
Bu bilim merkezlerin her birinde yüzlerce bilim adamı ve
uzmanlar çalışmaktadır. Üniversitelerle ve endüstrideki
firmalarla ortak Arge projeleri yürütülmektedir, eğitim ve danışmanlık
hizmetleri verilmektedir. Her gecen gün
piyasaya geliştirilmiş, yeni, daha kaliteli ve daha ekonomik lazerlerle
ilgili makineler, cihazlar, teknikler sürülmektedir. Son yıllarda lazerle ilgili çok
sayıda is yerlerin, mühendislik ve danışmanlık
büroları açıldığı gözlenmektedir. Orta ve küçük ölçekli normal atölye tipi
işletmelerde de lazer imalat yöntemleri beklenenden çok daha
hızlı yayılmaktadır. Bu is yerlerinde tamirat isleri, fason isler yanında
teknik danışmanlık ve
eğitim hizmetleri vermektedirler. Örneğin
2006 yılı itibarıyla alman lazer üreticileri , (342 üretici
firma) 45 000 çalışanı ile 8-milyarlık brüt kar elde
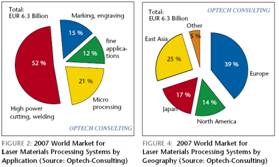
etmişlerdir. Şekil 2 Şekil 3 te Malzemelerin islenmesi ile ilgili ekonomik veriler 2007
yılı itibarıyla Dünya genelinde verilmektedir. 6.3 Milyar Eurroluk dünya pazarındaki
lazerlerle malzeme islenmesindeki en büyük payı, % 52 lik pay ile kesme
kaynak almaktadır, Elektronik, bilgisayar gibi mikro teknikte düsen
pay %21 olarak belirlenmiştir.
Markalama, gravürleme islerin payi ise %15 olarak tespit edilmiştir. 6.3 milyar
Euro’luk Lazer-Dünya-Pazarında Avrupa birliği ülkeleri % 39 payla ve
Japonya % 17 payla pastanın en
büyük dilimine sahip çıkıyorlar /1,4,5,6/
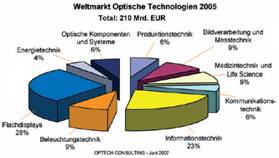
Şekil 2. Lazer dünya
pazarı grafikleri /4,5/
Yurt dışında sanayisi
gelişmiş ülkelerde optik, lazer teknolojisi hızlı bir
şekilde ilerlerken, lazer teknolojisi ile yeni işyerleri açılırken,
dünya pazarlarında sürdükleri kaliteli, ekonomik ürün ve hizmetlerin
rekabet sansını artırırlarken, yeni endüstriyel
tasarımlarla ve ürünlerle yeni pazarlar kazanırlarken,; Türkiye´de
lazer imalat yöntemleri ile ilgili kayda değer gelişmelere rastlanmamaktadır. Türkiye’de henüz lazer imalat yöntemlerinden
lazer kaynağını uygulayacak firma ve eleman sayısında
büyük eksiklik bulunmaktadır. Eğer Türkiye, belli sanayi ürünlerinde
dünya pazarlarında rekabet edebilme şansını kaybetmek
istemiyorsa ve pazar payını yeni, ucuz ve kaliteli sanayi ürünleri ile
genişletmek istiyorsa bu lazer imalat teknolojisini kullanmak
zorundadır.
 .
. 
Şekil 3. Lazerlerle malzemelerin işlenmesinde
dünya pazarı, /4,5/
2. LAZERLER
Lazer kelimesi (İngilizce LASER;
Light Amplification by Stimulated Emission of Radiation) yani, uyarılmış radyasyon
salınımlarıyla ışığın
kuvvetlendirilmesi sözcüklerinin baş harflerinin alınmasından
türetilmiştir. Lazer: yapay olarak yoğunlaştırılmış
ve yönlendirilmiş bir ışık kaynağıdır. Lazer
ışığı ise yüksek genlikli, aynı fazda, birbirine
paralel, tek renkli, aynı dalga boylu ışından ibarettir.
Lamba ışığı her yönde düzensiz ve farklı dalga
boylu ışık saçarken, lazer belli bir doğrultuda
yönlendirilmiş, aynı dalga boylu ışınlar
yaymaktadır. Lazer
ışınının meydana gelmesi ve özellikleri, lazer tipleri
ile ilgili çok sayıda kaynak bulunmaktadır. /1-28/ Lazerlerle ilgili İngilizce ve Almanca
sözlü genel bilgilere internetten de ulaşılabilinmektedir. /22-29/
Lazerlerin (ışınlarının)
başlıca karakteristik özellikleri aşağıdaki gibi
sıralanabilir, /1,2,3,22-28/
· Koherent
· Düşük divergent
· Yüksek intensite, küçük bir
noktaya yüksek miktarda enerji verebilir.
· Lazer isini kesiksiz sürekli
(sabit) ve kesikli sürekli, (Ultra kısa atılımlı, darbeli diğer
adları ile impuls, pulslu) kayıpsız, dağılmaksızın
yayılabilinmektedir. Bu özellik sayesinde kayıpsız yüksek enerji
naklinin yapılması sağlanabilir
· Monochrom, yani tek renkli,
tek dalga boyuna sahip ışık, ışın demeti.
· Frekans ve dalga boyları
lazer tipine göre değişmektedir.
· Lazer cinsine göre
çeşitli renkte ışınlar elde etmek mümkündür. Bazı
lazerler excimer green -lazerler, çıplak gözle görülebilinirken, bazı
fiber-lazerler çıplak gözle görülmeyen morötesi ve kızılötesi ışınlar
üretmektedirler.
· Frekans dağılım
aralığı, frekansının bir milyonda biri
civarındadır. Bu nedenle istenilen frekansta çok sayıda dalga,
lazer dalgası üzerine bindirilmek suretiyle haberleşmede iyi bir
sinyal jeneratörü olarak iş görür. Aynı anda birçok bilgi bir yerden
başka yere gönderilebilir.
Prensip olarak lazer ışınının elde
edilmesi;
Isıtılan materyallerin,
örneğin, bir bakır telin sıcaklığının
artırılması ile kızıllaşarak ışık
yaymasına benzemektedir. Isı enerjisi, maddenin atomlarını,
moleküllerini tahrik ederek, bazkat (altkat) enerji seviyelerinden, (E1) üstkat enerji seviyelerine, (üskat enerji
kademelerine) (E2, E3.) çıkmalarını, belli
bir yoğunluğa ulaşmalarını ve hareketliliklerini
sağlamaktadır. Atomlar, 10-8 s kadar bir sürede üstkat
enerji seviyelerinde kararsız bir durumda kaldıktan sonra
kendiliklerinden ve aniden alt kat yâda arakat enerji seviyelerine (E1)
düşerler. Bu esnada daha evvel
alınan enerji, elektromanyetik dalgalar, photon olarak yani
ışın, ışık şeklinde geri verilmektedir.
/1,2,3/ Lazer aktif ortamda bu photonlar diğer photonların,
sırlı aynalardan geriye yansıyarak, ortaya çıkmalarına neden olurlar.
Photon sayısı, ışık şiddeti belli değerlere
ulaştığında kısmi geçirgen aynadan
dışarı çıkarlar. Mercek, ayna sistemleri ile
yönlendirirler. Lazer aktif maddeye
pompalanan enerji devir daimi kaldığı sürece,
ışık, ışın üretimi süreklilik kazanır.
Fiziksel prensip olarak lazer ışının meydana gelişi Şekil
4 gösterilmektedir. Dalga boyları l=400 nm ile l =750 nm arasında
değişen lazer çıplak gözle görülebilmektedir. Lazer bir
ışık olarak ta tanımlanmaktadır. Bu nedenle burada
lazer ışın ve lazer ışık kelimeleri yanında”
lazer” kelimesi genel anlamada kullanılmaktadır.
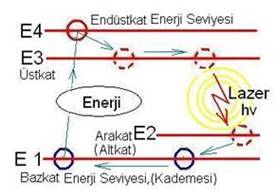
Şekil 4. Prensip olarak
lazerin elde edilmesi
Lazer kaynağı (Lazer
üreticileri) üç temel bileşenden oluşmaktadır Şekil 5, lazer makine sisteminin bir prensip seması
gösterilmektedir.
Enerji Kaynağı, Enerji pompalama, (I)
Genelde elektrik enerjisi ve enerji
pompalama aynı kısmi yapı sistemi içerisinde yer
almaktadır. Burada, lazer aktif madde atomlarının, moleküllerinin tahrik edilmesi için gerekli
enerjiyi sağlamaktadır. Lazer
aktif medyuma enerji pompalama genelde farklı yöntemlerle
gerçekleşmektedir. Elektrik pompalama yöntemi ve Optik pompalama yöntemi
sanayide kullanılan lazer makinelerinde tercih edilmektedir. HCL-Lazerlerinde
görüldüğü gibi kimyasal reaksiyonla da, pompalama enerjisi gerçekleşmektedir.
Bu yöntem daha çok lazer silahlarında kullanılmaktadır. Lazer
aktif madde atomların ayni şekilde moleküllerin Enerji pompalama ile
tahrik edilerek endüst enerji seviyelerine atlamaları
sağlamaktadır.
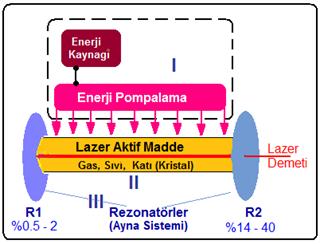
Şekil 5. Lazer üreticilerin, (Lazer kaynak
makinelerin) üç temel bileşeni
Lazer aktif madde, (II)
Lazer ışının ortaya
çıkmasını sağlayan maddededir. Örneğin, lazer aktif
maddeler; Er, Nd, Yb, Tm, Pr, ...
Lazer aktif madde; - katı kristal (Nd:YAG), - gaz (CO2), veya -
sıvı halde, ( renkli bir eriyik, boyalı sıvı lazerleri) olabilmektedir. Seçilen lazer aktif maddesine
göre; yakut lazeri, helyum-neon lazeri, karbon dioksit-nitrojen lazeri, excimer
lazeri, kripton lazeri, neodymium lazeri gibi farklı kullanım
amaçları için çok sayıda lazer çeşitleri bulunmaktadır. /1-3,22-28/
Katı, sıvı veya gaz fazındaki lazer aktif kaynak
ortamına göre de ışın; morötesi, yeşil, mavi,
kırmızı veya kızılötesi gibi farklı renkleri
bulundurur. Lazer aktif ortam lazer tipine göre farklılıklar
göstermektedir. Nd:YAG-lazerinde aktif ortam aktif bir madde ile
zenginleştirilmiş bir kristal çubuk seklinde bulunmaktadır.
CO2-gaz lazerinde ve excimer lazerinde aktif ortam, içinde aktif gazlar bulunan
bir tüpten ibarettir bu tüpün hacmi büyüklüğü gaz lazerin gücünü
belirlemektedir. Fiber lazerinde ise aktif ortam optik kablonun
çekirdeğinin lazer aktif madde ile örneğin Yb ile
zenginleştirilmesi ile sağlanmaktadır. /1,2,3,6,10,11-28/
Resonatörler, (Sırlı Ayna
yansıtıcılar), (III)
İki farklı aynalardan
oluşan bir optik sistemdir. Lazer
aktif maddenin arkasında ışınları
yansıtıcı bir ayna sistemi, (R1) bulunmaktadır. Lazer
ışını güç ölçümleri için ışın,
ışık geçirgenliği % 0,5
ile % 2 olan ayna
kullanılmaktadır, Sekil 3. III.
Önde ise kısmi geçirgen
(ışın, ışık geçirgenliği % 15-50)
olan bir ayna, mercek sistemi, (R2) bulunmaktadır. Rezonatör; lazer ışınlarının
bir kısmını lazer aktif maddesine, aktif ortama geri
yansıtarak devamlı yoğunlaştırılmış bir
ışık demeti şeklinde ve yayılma eksenine paralel
yayılmalarını sağlamaktadır /1-3,9-28/.
Lazer demetin iletimi,
Ön resonatörden çıkan lazer
demeti lazer tipine göre ayna, mercek sistemleri ile veya optik kablosu yâda
lazer kablosu (10 mm çaplı fiber optik kablo veya ışın
elyaf kablosu) yardımıyla kayıpsız istenilen yere,
operasyon noktasına, iş parçasına iletilmektedir. Lazer
ışınlarının optik kablosu ile iletimi lazer
ışınının dalga boyuna göre değişmektedir.
Örneğin düşük dalga boyutlu Nd-YAG-lazerin (l=1060 nm yâda l =1.06mm) iletiminde optik kablosu
kullanılırken, CO2-lazerin iletimi ayna mercek sistemleri
ile gerçekleşmektedir. Elde edilen lazerin absorbsiyon (emilme, yutulma)
veya yansıtma yatkınlığı da lazerin dalga boyuna ve
malzemeye göre değişmektedir. Örneğin, Nd-YAG-lazeri, CO2-lazerine
göre metaller tarafından daha iyi absorbe edilmektedir, yani daha iyi emilmektedir. Farklı malzemeler için farklı absorpsiyon
özellikleri vardır, örneğin Al-malzemeleri demir, çelik malzemelerine
kıyasla lazer ışınlarının absorpsiyonu
düşüktür. /1-3,9-28/. Lazer enerji demetinin zamana göre sürekliliği
pompalan enerjinin zamana göre sürekliğine bağlıdır.
Pompalama enerjisi kesildiğinde lazer demetin iletimi de kapanmaktadır.
Malzemelerin işlenmesindeki ana prensip;
Odak noktasında
yoğunlaştırılan lazer enerjisi ( ELazer =104-
108 W/cm2 , EArk
= 2x102- 5x104 W/cm2
) malzemenin,
işlenen parçanın yüzeyi üzerinde pozisyonu belirlenir. Enerjinin
büyük kısmı malzeme tarafından emilir bir kısmide malzeme
dışına, yansıtılır, yayılır. Efektif
olarak kullanılan lazer enerji yoğunluk oranı, malzeme cinsine,
yüzeyin parlaklığına, lazerin cihaz gücüne ve lazerin dalga
boyuna, kullanılan işlem gazlarına, odak noktasının
uzunluna, netliğine, dairesel çapının büyüklüğüne ve
pozisyonuna ve bağlı olarak değişmektedir. /1-3,9-28/. Odaklanmış
lazer ışının enerji miktarına göre malzemelerin
işlenmesinde üç yöntem kullanılmaktadır: (Şekil 6 de lazerli malzeme işlem
yöntemleri şematik şekilde gösterilmiştir.)
· Isıtma
yöntemi;
(E < 104 W/cm2, Isıtma, ısıl ve yüzey
işlemler, şekillendirme,… )
· Ergitme, (sıvılaştırma) yöntemi;
( 104 W/cm2 < E <
106 W/cm2 , Ergitme kaynağı, ısıl ve yüzey işlemleri,…)
· Buharlaştırma yöntemi, (Anahtar deliği
yöntemi, Derin nüfussiyet yöntemi);
(106 W/cm2 < E <
108 W/cm2 , Kaynak, kesme,
delme, teknik yüzey işlemleri,)
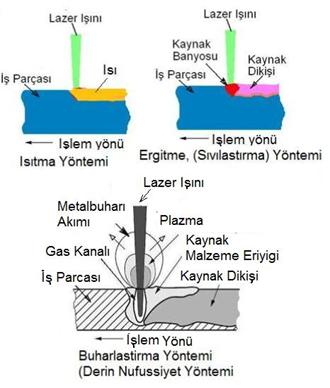
Şekil 6. Lazerlerle malzeme işleme yöntemleri
Endüstriyel
uygularlarda lazerlerin ortak özeliklerin önem sırası gözetilmeden
sıralanması,
· Lazerli operasyon, uygulama hızlarının yüksek olması,
· Yüksek kalite ve sürekli kalite (reprodüksiyon; Tekrarlanabilir, güvenirli kalite)
· Ekonomiklik, çok amaçlı kullanımı ( kesme, delme, kaynak,
v.b.)
· Temassız takim, (aşınma nedeniyle tekim
değiştirme ve kararsızlık olayının kalkması)
· Otomasyona ve bilgisayar destekli üretime uygunluğu
· Yeni tasarımların gerçekleştirilmesine yatkınlığı,
Daha evvel imkânsız olarak değerlendirilen
yeni pek çok tasarımlar, operasyonlar, ölçümler lazerlerle günümüzde
mümkün olabilmektedir,
· Yüksek yoğunluklu,
noktasal enerji aktarımı
· Derin, dar ve kontrollü nufüziyet
· Farklı özellikteki
malzemelerin, malzeme kombinasyonların birleştirilmelerinde
kullanılması.
· Uygulama öncesi ve
sonrası fiziksel, kimyasal işlemlerin kalkması yâda
azalması,
· Lazerli uygulamalarda insan
sağlığı acısından kolaylık, rahatlık,
Lazer ışının kalitesi, (Lazer
kalitesi)
Lazerlerin
ışının kalitesi malzeme işlemesinde, örneğin
lazerli kaynak bağlantılarda önem arz etmektedir.
Lazer
ışının kalitesi, (Lazer kalitesi) genelde üretilen
ışının odaklanabilirlik ve netlik değerleri ile ifade
edilmektedir. Odak noktası, (lazer lekesi) ne kadar küçük ve keskin ise
yani odak noktasının keskin çapı ne kadar küçük ve netse lazer
ışını o nispette kalitelidir. Lazerlerin tiplerine, dalga boylarına göre farklı lazer
kalite tanımları bulunmaktadır, Örneğin; CO2-lazerleri
(TLF), gibi, (λ =10600 nm =
10.6 mm) dalga boyu yüksek lazerler için lazer kalitesi lazer
propagasyon faktörü diğer bir adıyla lazer yayılma faktörü ile tanımlanmaktadır.
Kalite değeri olarak lazer yayılma faktörü literatürde farklı
sembollerle karşımıza çıkabilmektedir. Burada Lazer kalite değer olarak,
lazer yayılma faktörü, K= 0 ile 1 arasında değişmektedir.
En iyi, yüksek ışın kalite
değeri 1 olarak verilmektedir. Nd:YAG-lazerleri (λ = 1060 nm = 1.60 mm), Diyod
lazerleri, yari iletken lazerleri ve fiber lazerleri (λ
= 1070 nm = 1.70 mm), gibi
dalga boyu küçük lazerlerin kalite değeri lazer parametre çarpı
değeri ile belirlenmektedir.
Literatürde BPP [mm x mrad] sembol ve birimi ile
tanımlanmaktadır. Örneğin YLR tipi, P =17kW gücünde fiber
lazerin kalite değeri, BPP
=11.7 [mm x mrad] ve verimi
yaklaşık %30 dur. TLF tipi P=5.5 kW gücündeki CO2-lazerin kalite
değeri BPP =6.7, verim oranı h
= %
5 ile 10 arasındadır. 1,2,3,6-28/
Sanayide kullanılan yüksek güçlü lazer makineleri;
Malzemelerin islenmesinde sanayide tercih
edilen yüksek güçlü lazer makineleri Nd-YAG-Lazerleri
Yüksek güçlü CO2-lazer,
ND-YAG-lazer, Ytterbium-fiber lazer ve diyot lazer ve Excimer lazer
kullanılmaktadır. Eskiden
malzeme kesme işleri için CO2-lazer makineleri, metallerin
işlenmesinde, bilhassa lazer kaynağında ise Nd: YAG-lazer makineleri
kullanılmaktaydı. . Endüstride
eski tip Nd: YAG -lazer ve CO2-lazer makineleri fazla yayılmamışlardır. Son iki üç yıldır fiber lazer makineleri
kesme, kaynak, delme gibi birçok malzeme islerinde Nd-YAG ve CO2-lazer
makineleri yerini almaktadır. Fiber lazer makinelerinin prensip
yapısı Şekil 7 de gösterilmektedir. Eski tip lazer makineleri genelde
çok ağır ve boyutları kapladıkları alan büyüktür,
Randımanları, (elektrik enerjisinin faydalı ise dönüştürme
verimi) h = % 2 ile h = % 5 arasında değişirken, günümüzün yeni tip
lazer makineleri hem daha hafif, üretilen lazerin kalitesi daha yüksek hem de
randımanları çok daha yüksektir, örneğin diyot lazer enerji
pompalı Nd-YAG güçleri artırılırken, verim oranları da
% 2- % 3 lerden %10 - % 15 lere kadar yükseltilmiştir. Diyot enerji
pompalı fiber lazerlerin verimi % 30 lara, yüksek güçlü diyot lazerlerin verimi
de % 60 lara varmıştır. /1,2,3,6-28/ Yeni tip yüksek güçlü diyot
lazerler yekpare ve küçük boyutlu yapıları ve
artırılmış lazer kaliteleri ile bilhassa plastik
malzemelerin islenmesinde, lazer lehimde, sertleştirme gibi yüzey
işlemlerinde kullanılmaktadır. Lazer ergitme kaynak yönteminde
de diyot lazerler tercih edilmektedir.
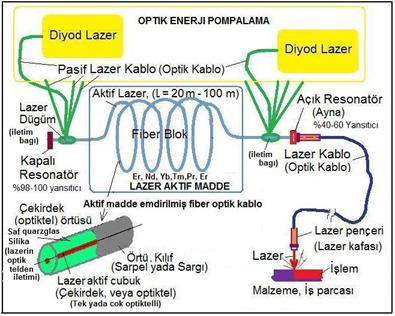
Şekil
7. Yüksek güçlü fiber lazerlerin şematik, prensip yapısı
Yeni tip yüksek güçlü lazer makinelerinin ortak özellikleri: /1,2,3,6-28/
- Yüksek güç, (P=10 kW – P=100kW,
- Yüksek odaksal enerji
yoğunluğu; 106 W/cm2 < E < 108
W/cm2
- İyi lazer kalitesi,
- Yüksek randıman,
- Bilgisayar destekli komutlara
ve kontrole uygunluk,
- Kompakt yani yekpare
yapı tarzı,
- Mevcut makine sistemlerine,
üretim tezgâhlarına ve portallarına,
- Üretim bantlarına robotlara entegre
olabilirliği.
- Mobilite özellikleri
- Uzun ömürlülük
- Düşük maliyet
- Sürekli ve impuls, (darbeli)
isleme uygunluk

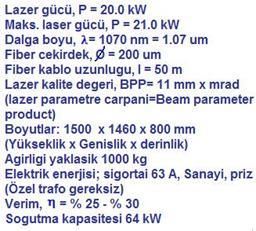
Şekil 8.
Yüksek güçlü fiber kaynak makinesi ve önemli dataları
Lazer makine datalar:
Lazer makinelerin ortak dataları
olarak nominal güç PN (kW), Maksimal güç PL (kW), lazer
tipi, ( katı,
gas, fiber diyot v.b.) Lazer dalga boyu l (mm yada nm), netleştirilmiş
odak noktasının çapı, d (mm yada
mm) Lazer kalitesi (lazer tipine göre değişmektedir örneğin
fiber lazerler için BPP), soğutma şekli, verim oranı h (%), enerji pompalama, güç kaynağı,
lazer iletim tipi (optik kablo yada ayna-mercek sistemi) Ömür, bakim periyotları, makinenin ana boyutları( uzunluk,
genişlik, yükseklik) ağırlığı,
taşınabilirliği, ürün işleme maliyeti, satın alma
fiyatı, işlem gazları, 20
kW gücündeki fiber lazer makinesi görünümü ve önemli dataları ile Şekil 8. örnek olarak gösterilmektedir.
Lazerlerden Yansıyan Tehlikeler
Lazerler güç büyüklerine cevre ve
insanlar için tehlikeleri ışınları direk yada dolaylı
olarak yansıtırlar. Örneğin, cevrede bulunan yanıcı, patlayıcı
maddelerle yangınlara, patlamalara
neden olabilirler. Cevrede bulunan cihazlara, araçlara zarar verebilir. İnsanlar
üzerinde; gözlerde, deride, dokularda farklı hasarların ortaya çıkmasına
sebep olabilirler. Deride kızarıklıklara, yanmalara, doku yapısında
bozukluklara, sıvı kaybına, gaz basıncına, gözlerde kalıcı
zararların, görme bozuklukların ortaya çıkmasına neden olmaktadırlar.
Bu nedenlerle yüksek güçlü lazerlerlesin çalışma ortamında bulananların
lazerler yansımalarına karşın koruyu gözlük, yüz maskesi takmaları
gerekmektedir. Lazer yansimlarindan ortaya çıkan tehlikelerin, insan sağlığına
olan zararların boyutları lazerin gücünden başka, lazerin dalga
boyuna, yansımanın süresine,
(temas süresine), lazer demetinin yoğunluğuna bağlıdır.
Lazerlerin Güvenlik
Sınıflandırılması
Avrupa Normuna göre, EN60825-1 lazerlerin sınıfları:
Lazer sınıfı 1; zararsız ışınlar yansıtırlar,
kapalı CD, DVD oynatıcılar, Lazer sınıfı 1M: zararsız ışınlar
yansıtırlar, optik cihazlar, lazerli nisan alma dürbünleri, lazerli işareterler.
Lazer sınıfı 2:
kısa temas süreleri için (0.25 dak. ) zararsız, uzun süreler için
deri üzerinde ve gözlerde zarar verebilirler. Lazer sınıfı 2M:
kısa temas süreleri için zararsız isin yansıtırlar.
Optik cihazlar, lazerli mesafe ölme cihazları, lazerli işareterler
v.b. Lazer sınıfı 3R: Bilhassa gözler için tehlikelidirler, Lazer sınıfı 3B: Göz
ve deri için tehlikeleri ışınlar, Lazer sınıfı 4: Göz deri ve dokular için çok tehlikeleri ve cevrede yangın
patlamalara neden olabilecek ışınlar yansıtırlar. 15mW
lik gücündeki lazer optik, ölçüm cihazları, okuyucular, markalama cihazları v.b. gözler için
direkt isin yansıtırlar. 100 mW üzerindeki lazer cihazları,
kaynak makineleri insan vücudunda, doku yapısında, geri dönüşümü
olmayan termik, termo-akustik ve foto-kimyasal
zararlara neden olurlar. Yüksek güçlü lazerlerden çevreye yüksek güçlü
yansımalar çıkar.
3.
LAZERLERİN ENDÜSTRİDE KULLANIM ALANLARI, TEKNOLOJİK GELİŞMELER
Lazerlerin
çok sayıdaki üstünlükleri nedeniyle, endüstride lazerler beklenenden çok
ilgi görmektedir, lazerlerle donatılan is yerleri sayısında
büyük artışlar kaydedilmektedir. Lazerlerin endüstride kullanım alanlarına
örnekler:
·
İmalat sanayinde
malzeme üretiminde ve malzemelerin işlenmesinde: /1-28/
-
Lazerli dökme,
lazer taramalı sinterleme yöntemi ile üç boyutlu çok karmaşık
parçaların imalatı mümkün olmaktadır. – Şekillendirme,
(formlama) İnce, hafif metaller. Silisyum plakaları lazer ile
bükülmektedir. Parçaların bükülmesini sağlayan lazer destekli bükme makineleri
piyasaya sürülmektedir. Gemi sacların bükülmesinde, form verilmesinde de
lazerlerden faydalanılmaktadır.
-
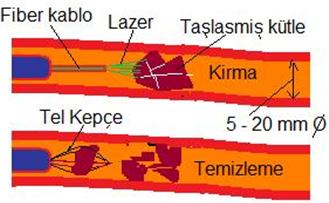
Lazerli ayırma
ve Talas kaldırma yöntemlerinde de önemli gelişmeler kaydedilmektedir.
Her türlü malzemenin, çeliğinden tutun ta odununa, kâğıdına
varan, tekstilinden, derisinden ta tıpta etlerin organların kesimi,
delik, oyuk kanal açma günümüzde lazerlerle gerçekleşmektedir.
-
Lazerle talaş
kaldırma, malzeme tıraşlama
yöntemi, yoğunlaştırılmış lazerle malzeminin buharlaştırma
esasına dayanmaktadir. Bu yönteme
göre malzemeler üzerine oymalar, markalamalar, yazılar kazandırılmaktadır.
Gün geçtikçe bu sektörde de lazerler bilinen bazı talaş kaldırma
yöntemlerinin yerini aldığı görülmektedir.
-
Lazerle birleştirme
yöntemleri, lazer kaynağı endüstride kesmeden ve markalamadan sonra
en yoğun olarak kullanılan imalat yöntemidir. Günümüzde birçok
konvansiyonel kaynak yöntemlerin yerini lazer kaynak yöntemleri almaktadır.
Bu sayede daha ekonomik daha kaliteli, daha enerji ve malzeme, işçilik tasarruflu
tasarımlar gerçekleşmektedir.
Lazer kaynağı, lazer lehimi. Lazerli yapıştırma
sanayide çok geniş bir kullanım alanına sahiptir. Otomobil, uçak,
gemi, makine sanayinde, çelik konstrüksiyonlarında lazer kaynağı
tercih edilmektedir. Lazer birleştirme yöntemlerin örneğin uçak
sanayinde uygulanması ile % 15 varan bir ağırlıktan tassaruf
edilirken, maliyetten te % 20 bir kazanç elde edilmektedir. Benzeri gemi inşaatında,
bilhassa lüks mega yatların yapımında, high-tech-kruvazörlerin yapımında
lazerlerin kullanımı ile daha hafif, daha kaliteli, güvenirli ve
ekonomik gemiler piyasaya sürülmektedir. Lazer kaynağı uygulanması
ile kalın gemi çelikleri yerine yüksek alaşımlı ve dayanıklı,
korozyona mukavemetli ince çelik levhaların kullanımı mümkün
olabilmektedir. Kalım ağır gemi panelleri yerine çok hafif daha dayanıklı
sandwich karma malzemeli gemi panelleri kullanılır hale
gelmiştir. Bindirme kaynağı ile her tonajda çift cidarlı
daha güvenirli gemilerin inşaatı mümkün olmaktadır. Lazer donanımı
tersanelerin sayılarında artışlar kaydedilmektedir. Otomobil
sektöründe lazer kaynağı ve lehimi ile daha hafif daha robust enerji tasarruflu
otomobiller tasarlanmaktadır. Lazer kaynağının önemli
üstünlülerinden biride kaynak öncesi ve sonrası fiziksel, kimyasal işlemlerin
olmamasıdır, kaynak ağzı açılmadan da kalın alin
ve köse kaynakları yapılabilinmektedir. Örneğin, 15 kW gücünde fiber lazer
kaynağı ile tek pasoda 20 mm kalınlığında çelik parçalar
kaynak ağzı açılmadan kaynaklanabilinmektedir. Lazer alın kaynağının
WIG/(TIG)-kaynağı ile bir karşılaştırılması
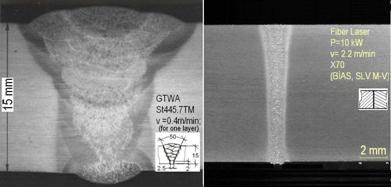
şematik olarak Şekil 9`de gösterilmektedir. Sekil 10 farklı
lazer makineleri gerçekleştirilmiş lazer kaynak
bağlantılarının makro görüntüleri ve önemli kaynak
dataları yer almaktadır. Şekil
11´ da ise Berlin deki Photon AG, firmasını bir ziyaretimde yapılan
işlerden biri örnek olarak gösterilmektedir. Daha maliyetli ve sorunlu
presleme yerine şekilde görülen kaporta parçası iki ayrı parçadan
lazer lehimle yekpare bir parça gibi üretilmiştir. Firma birçok otomobil firmasına
danışmanlık, eğitim hizmetleri yanında lazerli üretim
ile ilgili programlar üretmekte ve taşeron isleri de yapmaktadır.
Firmada vasıflı işçiden çok mühendis çalışmaktadır.
Otomobil endüstrisinde, Mikro teknik ve
Elektronik sanayinde lazerli birleştirme, bilhassa lazerli lehim çok
yaygın kullanılmaktadır. Lazerli birleştirme yöntemleri her
türlü malzemelerde ve farklı özellikte malzemelerin birleştirilmesinde
de rahatlıkla uygulanmaktadır. Sekil 12`de otomobil
yapımında lazer kullanımına bir örnek olarak kaporta
üstünün lazer kaynağı gösterilmektedir. Şekil
13. lazerlerle parça üretimine farklı bir örnek, kesme, delme ve kaynak işleri gösterilmektedir. Konvansiyonel imalat yöntemleri ile
parçanın üretimi külfetli ve maliyetli olurken, lazerle üretimi basit ve
ekonomiktir.
Şekil 9. Lazer alın kaynağı ile konvansiyonel WIG, (TIG)-Kaynağının
bir karsılaştırılması
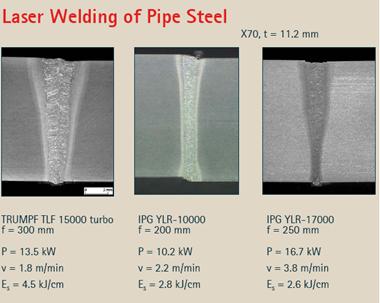
Şekil 10.
Farklı lazer kaynaklarının makro
yapılarının bir karşılaştırılması,
(SLV-Rostock)

Şekil
11. Lazer
lehim kullanımına bir örnek

Şekil
12 otomobil kaporta üstünün lazerle kaynağı, (Trumpf /22/)
Bilinen konvansiyonel imalat
yöntemleri ile bir arada uygulanıp her iki yöntemin iyi özelliklerinin
kombinasyonundan hybrid yöntemler geliştirilmiştir. Örneğin
koruyucu gaz ark kaynağı, (MIG/MAG) ile lazer kaynağı
kombinasyonu, hybrid kaynağı adi altında kalın
sacların, çeliklerin kaynağında uygulanmaktadır. /21,24,28/
Lazer hybrid kaynağının olumlu özeliklerinden biri, belli aralıklı
ve düzesiz alin kaynaklarının yapılabilmesidir. Bilindiği
gibi, lazer alin kaynağında alin yüzeylerinin çok iyi kesilmiş olması
ve düzgün ve aralıksız bir şekilde temas etmeleri gerekmektedir.
Lazer kaynağının gelişmesi ile Mg, Ti alaşımlı
hafif metallerin sorunsuz kaliteli kaynağı üzerinde arge çalışmaları
sürdürülmektedir. Günümüzde yüksek karbon oranlı çelikleri lazerlerle çatlaksız,
kaynak edilebilmektedir.
Lazer kaynağının endüstriyel
üretimindeki avantajları:
- Yüksek
kalite, düşük maliyet
- Yüksek kaynak hızı
- Kaynak öncesi ve sonrası hazırlık ve düzeltme
işlemlerinin kalkması
- Otomatik üretime uygunluk mevcut üretim portallarina kolay entegrasyonu
- Temassız, aşınmasız, gerilmesiz kaynak işlemi
- Çok amaçlı kullanım, ayni lazer penceri ile kesme, delme, oyuk,
kanal açma, kaynak işlemlerinin yapılabilmesi
- Farklı malzemelerin kaynağına uygunluğu,
- Noktasal yüksek enerji, küçük ITAB,

Şekil 13. Lazerli bir parça üretim; kesme, delme ve kaynak,
(Trumpf, /22/)
-
Lazerli kaplama yönteminde bilinen teknikler uygulanmaktadır. Lazer
malzeme üzeri kaynağı ile kaplama ve toz halinde yada foli
şeklinde serilmiş malzemenin lazerle taranması ile kaplama
yaygın olarak kullanılmaktadır. Bu yöntemler kırık ve
veya aşınmış parçaların tamirinde de uygulanmaktadır. Lazerle bakim onarım, tamir isleri
birçok hallerde yerinde parça sökülmeden gerçekleşmektedir. Doldurularak
tamir edilen parçaların mekanik teknolojik özellikleri ana parçanın özeliklerine
yakindir. Lazerli kaplama tekniği ile malzeme yüzeylerine çok ince, fobi
seklinde farklı özelikte malzemelerin kaplanması mümkün
olmaktadır. Daha uzun ömürlü kaliteli takımlar lazerli kaplama
yöntemi ile elde edilmektedir. Lazer teknik yüzeylere ait örnekler Şekil 14 gösterilmektedir
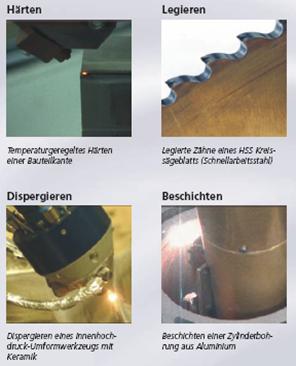
Şekil
14. Lazerlerle malzeme yüzeylerinin işlenmesine
ait örnek görüntüler, (LZH, /24/)
- Malzeme içyapı özelliklerinin lazerle
değiştirilmesin de önemli
teknikler geliştirilmiştir. Yüzey sertleştirme bilgisayar
destekli, uzaktan kumandalı güvenirli bir şekilde istenilen derinlikte
gerçekleştirilmektedir. Yakma ve buharlaştırma esasına
dayalı malzeme yüzeyi işlemleri ile teknik yüzeyler istenilen
kalitede ve standartlarda ekonomik hazırlanabilinmektedir. Lazer yüzey tekniği sayesinde izafi
hareket eden parça yüzeylerin alıştırma dönemi çalışma
sürelerine gerek kalmamaktadır. Malzeme yüzeyinin belli derinliklerine
kadar olan malzeme özellikleri lazerle alaşımlama yöntemi ile
değiştirilmektedir. Lazerlerin pek dikkat çekmeyen bir kullanım alanı
ise, saklı hedeflerin tespiti, işaretlenmesidir. Mayın arama
taramada lazerler kullanıldığı gibi, kontrol
kapılarında uyuşturucu, kacak malların bulunması,
silah ve patlayıcıların, canlı bombaların ve
benzerlerin tespitinde lazerler daha seri ve ekonomik
kullanılmaktadır. Benzeri şekilde duvar, boru içinde elektrik
kabloların, metallerin tespitinde yararlanılmaktadır.