SANAYİDE KULLANILAN YÜKSEK GÜÇLÜ LAZER MAKİNELERİ
VE LAZER İMALAT YÖNTEMLERİ
H. Özden
Ege Üniversitesi, Makina Müh. Böl., İzmir/TÜRKIYE
Tel.: 0232 388 85 62, e-posta: h.ozden@yahoo.de
.
Özet: Lazer çok amaçlı kullanıma açık temassız, aşınmasız bir takım, araç (Multi-tools) olarak dünyada değerlendirilmektedir. Sanayisi gelişmiş ülkelerde, bilhassa otomotiv endüstrisinde her gecen gün konvansiyonel imalat yöntemlerinin yerini lazer imalat yöntemleri almaktadır. Lazer imalat yöntemleri daha önceleri imkânsız olarak değerlendirilen yeni birçok konsrüksiyonun imalatını mümkün kılmaktadır. Lazer teknolojisindeki gelişmelere paralel olarak ta nano-teknolojisi gibi (10-9 ölçüm mertebesinde, elektronik devreler, mekanizmalar) gelişmesine ve yeni teknolojilerin, yeni yöntemlerin, malzeme kombinasyonların ortaya çıkmasına da neden olmaktadır. İmalat sektöründe lazer; birleştirme, ayırma, açma, taşıma, delme, kanal oluk açma, talaş kaldırma, yakma, taşlama, şekil verme, teknik yüzey işleme, temizleme, kaplama, sertleştirme, malzeme iç yapısının iyileştirilmesinde, alaşımla mada, malzeme analizlerinde, ölçme, kontrol, kumanda, haberleşme, savunma sanayinde gibi bir çok işler için kullanılmaktadır.
Bu makalede; Lazer yapısı, özelikleri, meydana gelişi kısaca anlatılmaktadır. Malzemelerin işlenmesinde sanayide yaygın olarak kullanılan yüksek güçlü lazer makineleri özellikle yüksek güçlü fiber lazer makineleri ve lazer imalat yöntemleri hakkında bilgiler verilmektedir.
Anahtar Sözcükler: Lazer, imalat, lazer makineleri, fiber lazer makineleri, İmalat yöntemleri
1. GİRİŞ
20. yüzyılda teknolojide damgasını vuran elektron iken 21. yüzyılda teknolojide Photon´un , yani ışığın öne çıkacağı öngörülmektedir. Bu nedenle olacak ki sanayisi gelişmiş ülkelerde lazer teknolojisi ile ilgili bilim araştırma merkezleri, üniversitelerde enstitüler, bölümler, ana bilim dalları açılmaktadır, çalışma grupları kurulmaktadır. Burada yoğun bir şekilde bilimsel araştırmalar yürütülmektedir, yeni teknikler, makineler denenmekte ve dünya piyasasına sürülmektedir. Elde edilen bilgi ve tecrübeler sanayinin her kesimine öğretilmekten de geri kalınmamaktadır. Berlin Teknik Üniversitesinde lazer ile ilgili çalışmalarımı sürdürürken dikkatimi çeken gelişmelerden biride, Lazer bu ülkelerde geleceğin vazgeçilmez teknolojisi olarak değerlendirilen optik, lazer teknolojisinin genç nesille öğretilmesi ve ilgi- ve heveslerinin bu alana yönlendirme çabalarıdır. Bu nedenle olacak ki orta öğretimde lazer konusu kapsamlı bir şekilde okutulmaktadır. Orta öğretim öğrencileri için lazer bilim araştırma merkezlerindeki bilgilendirici seminerler düzenlenmektedir. Internet’ten izlendiği gibi, lazer teknolojisi ile ilgili mühendislik bürolarının sayısında da hızlı bir artış gözlenmekte olup, otomotiv endüstrisinde olduğu gibi bir cok üretim sektöründe teknik danışmanlık ve eğitim hizmetleri vermektedirler.
Yurt dışında sanayisi gelişmiş ülkelerde optik, lazer teknolojisi hızlı bir şekilde ilerlerken, Türkiye´de lazer imalat yöntemleri ile ilgili kayda değer gelişmelere rastlanmamaktadır. 2004 güz döneminde bir DPT proje önerisi ilgili yaptığım bir fizibilite araştırmasında, Türkiye’de henüz lazer imalat yöntemlerinden örneğin lazer kaynağını uygulayacak firma ve elemanların bulunmadığı ortaya çıkmıştır. Lazer imalat yöntemlerinden kesme ve markalama işlerinin ağırlıklı olarak kullanıldığı saptanmıştır. Daha dün 2004 te benim lazer konusu hakkında sunduğum DPT projesini beğenmeyip işleme dahi sokmayan belli kişi ve kurumlar, Ege bölgesinde üniversiteye bağlı olarak lazer araştırma geliştirme, eğitim merkezinin kurulması ile ilgili proje önerilerimi abartılı bulan kişi ve kurumlar şimdilerde bu projelere değişik adlar altında sahip çıkmağa başlamışlardır. Ahbap çavuş ilişkilerini kullanarak bazı projelere, fikirlere sahip çıkarak gerçekleştirmektedirler. Belli kurum ve kuruluşlara araştırma ve geliştirme faaliyetleri için ayrılan kaynak direk üniversitelerdeki ARGE ve eğitime aktarılmalıdır. Sözü edilen belli kurumlar aslında Türkiye’de reel ARGE çalışmalarına sekte vuruyorlar. Belli kişi ve kuruluşların göstermelik bilimsel faaliyetleri için kaynak olmaktan öteye gitmiyorlardır. Eğer bu kişi ve kurumlar göründükleri kadar, kaliteli ve ileri görüşlü iseler, iyi İngilizce bilgileri ile de Avrupa projelerini kazansınlar. Bunu da bırakın, bunların yürüttüğü ve bitirdiği eski projelerini arşivlerden bularak bir değerlendirin. Sizde bazılarının ev ödevi, ders geçme projeleri, literatür derleme ağırlıklı, yeniliklerden, araştırma sonuçlarından ziyade sağdan soldan toplama önerilerin olduğunu ve Türkiye ye pek bir katma değeri olmayan projeler olduğunu görürsünüz!
Lazer imalat yöntemlerinin günümüzdeki pazar ve müşteri alanları için; otomotiv, raylı, deniz ve hava taşıma araçları, çeşitli uzay ve makine sistemleri, iletişim, haberleşme, bilgisayar, elektrik-elektronik cihazlar, devreler gibi genel bir sıralama yapılabilir. Malzemelerin işlenmesi dilimi her gecen yıl gelişmektedir. Yüksek kaliteli, yeni tip modern, makine, cihaz, gemilerin, yatların yapımında, daha hafif ve sağlam uçak yapımında da tercih edilmeye başlanmıştır. Endüstride lazer ölçme yöntemleri bilinen bir çok konvansiyonel ölçme yöntemlerinin yerini almıştır. Savunma sanayinde de lazerli silahların üretimi ve kullanımı her gecen gün yayılmaktadır. Şekil 1 ’de bir çok kaynaktan derlenerek hazırlanan lazer kullanım alanlarına örnekler gösterilmektedir /1-17/ .Bu çalışma lazer imalat yöntemleri ile malzemelerin işlenmesi ve bu maksatlı sanayide kullanılan lazer makinelerin karakteristik özellikleri ve prensibi yapıları ile sınırlı kalınmaktadır. Daha ayrıntılı bilgi için literatür ve ilgili Internet siteleri önerilmektedir. /1-17/
2. LAZER
Lazer İngilizce, Laser; Light Amplification by Stimulated Emission of Radiation yani, uyarılmış radyasyon salınımlarıyla ışığın kuvvetlendirilmesi sözcüklerinin baş harflerinin alınmasından türetilmiştir. Lazer bir ışık, ışın kaynağıdır, farklı özelliklere sahiptir. Lamba ışığı düzensiz her tarafa, farklı dalga boyutlu ışık saçarken, lazer isini uyumlu yönlendirilmiş, ayni dalga boyutlu ışınlar ışın demeti yansıtmaktadır. Lazer makinelerini ise, birbirine paralel, monochrom, (tek renkli), aynı frekans dalgalı, yönlendirilmiş ışık, yani lazer ışını üreten cihazlar, teknik yapıtlar olarak ta tanımlayabiliriz. Prensip olarak lazer ışınının elde edilmesi; ısıtılan materyallerin, örneğin, bir bakır telin sıcaklığının artırılması ile kızıllaşarak ışık yaymasına benzemektedir. Isı enerjisi, maddenin atomlarını, moleküllerini tahrik ederek, bazkat enerji seviyelerinden, (E1) üstkat enerji seviyelerine, (üskat enerji kademelerine) (E2, E3..) çıkmalarını, belli bir yoğunluğa ulaşmalarını ve hareketliliklerini sağlamaktadır. Atomlar, saniyenin binde biri kadar bir sürede üstkat enerji seviyelerinde kararsız bir durumda kaldıktan sonra kendiliklerinden ve aniden 10-8 s gibi bir zaman süresinde alt kat enerji seviyelerine (E1) düşerler. Bu esnada daha evvel alınan enerji, elektromanyetik dalgalar, photon olarak yani ışın, ışık şeklinde geri verilmektedir. Lazer aktif ortamda bu photonlar diğer photonların, sırlı aynalardan geriye yansıyarak, ortaya çıkmalarına neden olurlar. Photon sayısı, ışık şiddeti belli değerlere ulaştığında kısmi geçirgen aynadan dışarı çıkarlar. Mercek, ayna sistemleri ile yönlendirirler. Lazer aktif maddeye pompalanan enerji devir daimi kaldığı sürece, ışık, ışın üretimi süreklilik kazanır. Fiziksel prensip olarak lazer ışının meydana gelişi Sekil 2 gösterilmektedir. Dalga boyları l=400 nm ile l =750 nm arasında değişen lazer çıplak gözle görülebilmektedir. Bazı literatürde, /5,6,7,12-17/ lazer bir ışık olarak ta tanımlanmaktadır, Bu nedenle burada lazer ışın ve ışık kelimeleri kullanılmaktadır.
Lazer kaynağı üç temel bileşenden oluşmaktadır; Şekil 3 te lazer makina sisteminin bir prensip semasi gösterilmektedir.
2. I Enerji Kaynağı, Enerji pompalama,
Genelde elektrik enerjisi ve enerji pompalama aynı kısmi yapı sistemi içerisinde yer almaktadır. Burada, lazer aktif madde atomlarının, moleküllerinin tahrik edilmesi için gerekli enerjiyi sağlamaktadır. Lazer aktif medyuma enerji pompalama genelde iki yöntemle gerçekleşmektedir; – Elektrik pompalama yöntemi, – Optik pompalama yöntemi. Elektrik enerji pompalama yönteminde lazer aktif madde elektrik enerjisi ile tahrik edilerek atomların, moleküllerin endüst enerji seviyelerine atlamalarını sağlamaktadır. Örneğin CO2-lazerinde (Burada bilgisayar daki yazilim kolayligi nedeniyle CO2-lazeri yerine CO2-lazeri yazilmaktadir). CO2-molekülleri üst enerji seviyelerine geçmeleri vakumlu deşarj tüpü içerisinde yaralan iki elektrotun doğru akımına veya yüksek frekanslı alternatif akıma bağlanarak sağlanmaktadır. Optik enerji pompalama yönteminde ise lazer aktif maddesi atomları, moleküleri ışıkla, ışınla tahrik edilmektedir. Burada pompalama güçlü bir optik lamba (kripton lambası), tüplü lamba, deşarj lambası veya diyotlu-lazer, gerçekleşmektedir.
2.2 Lazer aktif madde, Lazer aktif ortam
Lazer ışının ortaya çıkmasını sağlayan maddededir. Örnegin, (lazer aktif maddeler; Er, Nd, Yb, Tm, Pr,) Lazer aktif madde; - katı kristal (Nd:YAG), - gaz (CO2), veya - sıvı halde, ( renkli bir eriyik) olabilmektedir. Seçilen lazer aktif maddesine göre; yakut lazeri, helyum-neon lazeri, karbon dioksit-nitrojen lazeri, eksimer, (excimer) lazeri, kripton lazeri, neodymium lazeri gibi farklı kullanım amaçları için çok sayıda lazer çeşitleri bulunmaktadır. Katı, sıvı veya gaz fazındaki lazer aktif kaynak ortamına göre de ışın; morötesi, yeşil, mavi, kırmızı veya kızılötesi gibi farklı renkleri bulundurur. Lazer aktif ortam lazer tipine göre farklılıklar göstermektedir. NdYAG-lazerinde aktif ortam aktif bir madde ile zenginleştirilmiş bir kristal çubuk seklinde bulunmaktadır. CO2-gaz lazerinde ve excimer lazerinde aktif ortam, içinde aktif gazlar bulunan bir tüpten ibarettir bu tüpün hacmi büyüklüğü gaz lazerin gücünü belirlemektedir. Fiber lazerinde ise aktif ortam optik kablonun çekirdeğinin lazer aktif madde ile örnegin Yb ile zenginleştirilmesi ile sağlanmaktadır.
2.3. Resonatörler, (Ayna yansıtıcılar)
İki farklı aynalardan oluşan bir optik sistemdir. Lazer aktif maddenin arkasında ışınları yansıtıcı bir ayna sistemi, (R1) bulunmaktadır. Lazer ışını güç ölçümleri için ışın, ışık geçirgenliği % 0.5 ile % 2 olan ayna kullanılmaktadır, Sekil 3. III. Önde ise kısmi geçirgen (ışın, ışık geçirgenliği % 40-50) olan bir ayna, mercek sistemi, (R2) bulunmaktadır. Rozenatör; lazer ışınlarının bir kısmını lazer aktif maddesine, aktif ortama geri yansıtarak devamlı yoğunlaştırılmış bir ışık demeti şeklinde ve yayılma eksenine paralel yayılmalarını sağlamaktadır /1-17/.
Ön resonatörden çıkan lazer demeti lazer tipine göre ayna, mercek sistemleri ile veya optik kablosu yada lazer kablosu (10 mm çaplı fiber optik kablo, veya isin elyaf kablosu) yardımıyla kayıpsız istenilen yere, operasyon noktasına, iş parçasına iletilmektedir. Lazer ışınlarının optik kablosu ile iletimi lazer ışınının dalga boyuna göre değişmektedir. Örneğin düşük dalga boyutlu Nd-YAG-lazerin (l=1060 nm yada l =1.06mm) iletiminde optik kablosu kullanılırken, CO2-lazerin iletimi ayna mercek sistemleri ile gerçekleşmektedir. Elde edilen lazerin absorbsiyon veya yansıtma yatkınlığı da lazerin dalga boyuna ve malzemeye göre değişmektedir. Örneğin, Nd-YAG-lazeri, CO2-lazerine göre metaller tarafından daha iyi absorbe edilmektedir, emilmektedir. Farklı malzemeler için farklı absorbsiyon özellikleri vardır, örneğin Al-malzemeleri demir, çelik malzemelerine kıyasla lazer ışınlarının absorbsiyonu düşüktür. /1-17/. Lazer enerji demetinin zamana göre sürekliliği pompalan enerjinin zamana göre sürekliğine bağlıdır. Pompalama enerjisi kesildiğinde lazer demetin iletimi de kapanmaktadır. Malzemelerin işlenmesinde lazer demetin enerji iletimi sabit ya da impuls (darbeli) şeklinde olmaktadır. Birçok malzeme işlemlerinde darbeli lazer tipi tercih edilmektedir, Sekil 4.
2. 4 Lazer ışınının özellikleri
Lazer ışınının bazı önemli özelliklerinin önem sırası gözetilmeden sıralanması : /1-17/
· Son derece düzgün bir ışıktır ve çok az sapar. Yoğun bir şekilde yakın veya uzak hedefe kayıpsız yönlendirilebilir.
· Ayrıca lazer ışınları, aynı fazda üretilen ışık dalgaları olduğu için şiddetleri büyük olur.
· Ergitme kaynağında, örneğin yaygın olarak kullanılan ark kaynağında, metaller ergitilerek kaynak dikişi oluşturulurken, lazer ışın kaynağında bu işlem, çok küçük boyutlarda ve kısa sürede malzemeler buharlaştırılarak gerçekleştirilir.
· Lazer ışını küçük bir noktaya yüksek enerji verebilir ve böylece çok hassas işler yapılabilir.
· Lazer ışını, dalga boyu tek olduğundan monokromatik özellik taşır. Frekans dağılım aralığı, frekansının bir milyonda biri civarındadır. Bu nedenle istenilen frekansta çok sayıda dalga, lazer dalgası üzerine bindirilmek suretiyle haberleşmede iyi bir sinyal jeneratörü olarak iş görür. Aynı anda birçok bilgi bir yerden başka yere gönderilebilir.
· Lazer dağılmaz olduğundan kısa darbeler halinde yayılabilmesi mümkündür. Bu özellik sayesinde kayıpsız yüksek enerji naklinin yapılması sağlanabilir.
· Lazer, kendisinde bulunan yüksek enerji sayesinde imalat endüstrisinde, kesme, kaynak, delme , buharlaştırarak tıraşlama gibi işlerinde kullanılır.
· Lazer ışını tek dalga boyuna sahip olduğu için lazer cinsine göre çeşitli renkte ışınlar elde etmek mümkündür.
2. 5 Lazer Kalitesi
Lazer isini karmaşık bir yapıya sahiptir, bu nedenle malzemelerin islenmesinde lazerin iyi odaklanabilirliği bir ölçüt, kıyaslama değeri olarak kullanılmaktadır. Lazer ışının kalitesi ayni zamanda malzeme işleme kalitesini belirlemektedir. Lazerin kalitesi genelde üretilen ışının odaklanabilirlik değeri ile verilmektedir. Odak noktası ne kadar küçük ve keskin ise yani odak noktasının çapı ne kadar küçük ve netse lazer ışını o nispette kalitelidir. Lazerin kalitesi dalga boyu ve rezonatör moduna bağlı olarak değişmektedir. Dalga boyu ne kadar küçükse ışın kalitesi o nispette iyidir. Bazı tekniklerin uygulanabilmesi için lazer ışının dalga boyunun küçük olması istenmektedir. Örneğin cep telefonu, bilgisayar mikro-ciplerinde, nanoteknik uygulamalarında çok küçük dalga boylu ışınlara ihtiyaç vardır. (bilgisayardaki excimer lazeri, l=193 nm; Nanoteknik, l=70 nm … l=13 nm) Diğer taraftan rezonatör modemi ne kadar yüksekse, lazer ışının kalitesi o kadar düşüktür. /1,2,5,6,7,8/
Lazer isin kalitesi iki yöntemle belirlenmektedir:
I “Lazer parametre çarpan değeri, (faktörü) q ”
Literatürde lazer ışın kalitesi olarak ta geçmektedir. (“ Lazer çarpan değeri” tanımını da ben burada kullanıyorum!) “ Lazer çarpan değeri, g ” yarı divergenz açısı, qh ile odak noktasının yarı çapı df / 2 çarpımına eşittir. Denklem için sekil 5 bakın! Bu değer lazerin odaklanabilirliğinin dolayısıyla lazerin kalitesinin bir değeridir. Lazer çarpı değeri daha çok Nd-YAG-lazer gibi dalga boyu küçük olan lazer ışınları için kullanılmaktadır. /1-17/
II. “Lazer propagasyon değeri, (Lazer yayılma faktörü)
diğer adi ile “Lazer kalite değeri daha çok CO2-lazer ışının kalitesini için kullanılmaktadır. Lazer kalite değeri, K= 0 ile 1 arasında değişmektedir, En iyi, yüksek lazer kalite değeri 1 olarak verilmektedir. CO2-lazer, K= 0.2; Kaynak, CO2-Lazer, K=0.5 Kesme. CO2-lazerin. gücü artıkça lazer K-değeri azalmaktadır /1,2,4,5,7,8/. Denklem için sekil 5 bakın!
3. YÜKSEK GÜÇLÜ LAZER MAKİNELERİ
Yüksek güçlü CO2-lazer, ND-YAG-lazer, Ytterbium-fiber lazer ve diyot lazer ve Excimer lazer kullanılmaktadır. Eskiden malzeme kesme işleri için CO2-lazer makineleri, metallerin işlenmesinde, bilhassa lazer kaynağında ise Nd: YAG-lazer makinaları kullanılmaktaydı. Eksimer lazer bir gaz lazeridir, yüksek güçlü olanları P<1 kW olanlar malzeme islerinde, düşük güçlü excimer lazer makineleri ince ve mikro malzeme işlemlerinde ve tıpta yaygın kullanım alanı bulmuştur. Excimer lazerlerin verimleri cok düşüktür, n= % 2 civarındadır. Endüstride eski tip NdYAG -lazer ve CO2-lazer makinaları fazla yayılmamışlardır. Son iki üç yıldır fiber lazer makinaları kesme, kaynak, delme gibi bir cok malzeme islerinde Nd-YAG ve CO2-lazer makineleri yerini almaktadır. Eski tip lazer makineleri genelde çok ağır, ve boyutları kapladıkları alan büyüktür, Randımanları, (elektrik enerjisinin faydalı ise dönüştürme verimi) h = % 2 ile h = % 5 arasında değişirken, günümüzün yeni tip lazer makineleri hem daha hafif, üretilen lazerin kalitesi daha yüksek hem de randımanları cok daha yüksektir, örnegin diyot lazer enerji pompalı Nd-YAG güçleri artırılırken, verim oranları da % 2- % 3 lerden %10 - % 15 lere kadar yükseltilmiştir. Diyot enerji pompalı fiber lazerlerin verimi % 30 lara, yüksek güçlü diyot lazerlerin verimi de % 60 lara varmıştır. Yeni tip yüksek güçlü diyot lazerler yekpare ve küçük boyutlu yapıları ve artırılmış lazer kaliteleri ile bilhassa plastik malzemelerin islenmesinde, lazer lehimde, sertleştirme gibi yüzey işlemlerinde kullanılmaktadır. Lazer ergitme kaynak yönteminde de diyot lazerler tercih edilmektedir. /1-17/
3.1 Yeni tip yüksek güçlü lazer makinelerinin ortak özellikleri:
- Yüksek güç, (P=10 kW – P=100kW,
- Yüksek odaksal enerji yoğunluğu; 106 W/cm2 < E < 108 W/cm2
- İyi lazer kalitesi,
- Yüksek randıman,
- Bilgisayar destekli komutlara ve kontrole uygunluk,
- Kompakt yani yekpare yapı tarzı,
- Mevcut makine sistemlerine, üretim tezgahlarına ve portalarına,
Üretim bantlarına robotlara entegre olabilirliği.
- Mobilite özellikleri
- Uzun ömürlülük
- Düşük maliyet
- Sürekli ve impuls, (darbeli) isleme uygunluk
3.2 Lazer makina datalar
Lazer makinaların ortak dataları olarak nominal güç PN (kW), Maksimal güç PL (kW), lazer tipi, ( kati, gas, fiber diyot v.b.) Lazer dalga boyu l (mm yada nm), netleştirilmiş odak noktasının çapı, d (mm yada mm) Lazer kalitesi (lazer tipine göre değişmektedir örnegin fiber lazerler için BPP), soğutma şekli, verim oranı h (%), enerji pompalama, güç kaynagı, lazer iletim tipi (optik kablo yada ayna-mercek sistemi) Ömür, bakim periyotları, makinanın ana boyutları( uzunluk, genişlik, yükseklik) ağırlığı, taşınabilirliği, ürün işleme maliyeti, satın alma fiyatı, işlem gazları, v.b.
20 kW gücündeki fiber lazer makinası görünümü ve önemli dataları ile Sekil 6 ve Tablo 1 örnek olarak gösterilmektedir. Tablo 1 de Sanayide malzemelerin islenmesinde kullanılan yüksek güçlü lazer makinaların bir karılaştırılması datalarla verilmektedir.
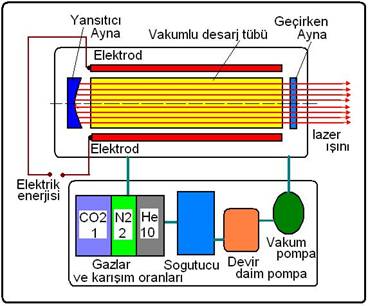
3.3 CO2-lazer Makinesi
CO2-lazer makinesinin şematik yapısı Şekil 7 da verilmektedir. Burada lazer aktif madde olarak CO2, N2 ve He gaz karışımı, (karışım oranı, 1,2,10) kullanılmaktadır. Bu gaz karışımın bir pompa sistemi ile iç basıncı 100 mm olan bir deşarj tüp içinde devridaimi sağlanmaktadır. Vakum tüpü içerisinde bulunan elektrotlar doğru akım veya yüksek frekanslı alternatif akıma, (13,56 MHz) bağlanarak sağlanan elektrikli deşarj ile gaz molekülleri uyarılmaktadır, bu suretle CO2-gaz moleküllerinin endüst enerji seviyelerine pompalanmaktadır. N2-, ve He gazları karışımda lazer prosedüründe katkı, destek amaçlı bulundurulmaktadır. N2-gazı CO2-moleküllerin üst enerji seviyelerine tahrikini kuvvetlendirmektedir, burada daha fazla yoğunlaşmalarına katkı sağlamaktadır. He- gazı ise karışımda soğutucu olarak devreye sokulmaktadır. Bilindiği gibi elektrikli deşarj sırasında, enerji pompalama ile vakum tüpü içerindeki gazların sıcaklığı yükselmektedir Bu sıcaklığın lazer tipine göre 200o C ile 300o C geçmemesi istenilmektedir. Yüksek sıcaklıkta lazer aktif maddesini barındıran vakum tüpünde, yapı sistemi elemanlarının yüksek ısı gerilmelerin çıkmasına, sistemin hasar görmesine neden olmaktadır ve lazerin kalitesini de düşürmektedir. Bu sıcaklıkta CO2-lazeri en optimal randımana ulaşmaktadır. lazer Bu nedenlerle lazer işlevi süresince deşarj tüpünün soğutulması deşarj tüpü içerindeki gazların sürekli olarak değişmesi ile gerçekleşmektedir. Vakum tüpü içerinde gazların devridaimi ayni zamanda gaz karışımını da temizlemektedir. Deşarj tüpünün boyutları, bilhassa uzunluğu lazer gücünü belirlemektedir. Yeni tüp ne kadar uzunsa lazerin gücü o nispette büyüktür. Bu nedenle çeşitli konstrüktif müdahalelerle örneğin, deşarj tüplerin çokgenli diziliş ile aktif madde boyu büyük tutulmaktadır.
CO2-lazeri önceleri yüksek gücü nedeniyle (P=60kW) kesme işlerinde daha sonraları ise kaynak işlerinde de kullanım alanı bulmuştur. CO2-lazer yönteminde ışın uzak mesafelerden bir kayba uğramadan ayna sistemleri aracılığıyla parça yerlerine ulaştırılmaktadır. Bu yöntemde, lazer kafası, yani lazer ışın penceri veya daha kısa tanımı ile lazer penceri sabit iken, parçalar genelde 3 boyutlu ve üç boyutlu hareketli bir portal üzerinde hareket ettirilmektedir. Bu yöntemin, üretim portallarının karmaşık ve ağır yapısı, imalat işlemi sırasında ortaya çıkan titreşimlerin üretim kalitesine olan olumsuz etkisi gibi bazı sakıncaları bulunmaktadır. Makine ve ekipmanın pahalı oluşu nedeniyle CO2-lazer makinelerin kullanımları sınırlı kalmıştır. Yüksek gücü ve büyük dalga boyu ( l=10,6 mm ) nedeniyle CO2-lazeri sanayide levhaların kesiminde tercih edilmektedir. /1-7,12-17/
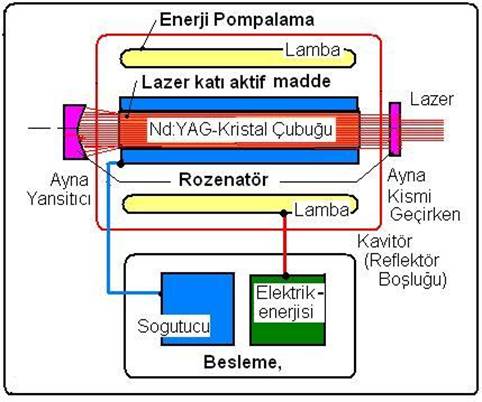
3.4 Nd:AG-Lazer Makinesi
NdYAG-lazeri sanayide YAG-lazeri olarak ta tanımlanmaktadır. Lazer aktif madde olarak Yttrium-Alüminyum granülat, YAG) ve Neodyum-iyonları bulunan yapay bir kristalden oluşmaktadır. Lazer aktif maddenin tahriki bu yapı sisteminde optik pompalama yöntemi ile gerçekleşmektedir. Örneğin, bir kripton lambası veya bir diyot lazeri ile gerçekleşebilmektedir. Nd:YAG Lazer makine sistemi şematik şekilde sekil 7 gösterilmektedir. YAG-lazeri genelde CO2-lazerine kıyasla daha küçüktür. Kompakt, yani yekpare bir yapıya sahiptir. Enerji pompamla, Lazeraktif madde, rezonatörler ve kontrol kumanda aynı kavitasyon sistemi, genelde elips seklinde yansıtıcı bir boşluk içerisinde bulunmaktadırlar. Lazer aktif kristal çubuğunun ve yapı elemanların yüksek ısıdan korunmaları için aktif fan ve veya sıvı soğutucu sistemleri kullanılmaktadır. Genelde soğuk su devir daimi ile randıman en yüksek olacağı sıcaklık değerlerinde,) tutulmaktadır.
Son yıllarda diyot lazer pompalı Nd-YAG-katı lazer makineleri kompakt yapıları, düşük boyutları, yüksek isin kalitesi ve güçleri sayesinde (maksimal gücü, yaklaşık P=10 kW’a kadar ulaşmıştır, imalat sanayinden, malzemelerin islenmesinde yeni perspektifler, imkanlar sağlamaktadır /1-7,12-17/. Bu yüksek güç, kalın metallerin kaynağı için yeterli görülmektedir. Nd-YAG-katı lazer ışını, kısa dalga boyutudur ve metaller tarafından iyi absorbe, (emilme) edilmektedir. Lazer ışınının aynı makineden prizler yardımıyla birden fazla ışın kabloları halinde istenilen yere iletilmesi nedeniyle imalathanelerde, fabrikalarda, seri üretimde kullanım alanı bulmaktadır. Bu yöntemde işlenen parça sabit kalırken lazer kaynak ışını hareketli olmaktadır. Diğer bir tercih nedeni ise, mevcut konvansiyonel üretim bantlarına, tezgahlarına ve portallarına uygunluğu ve kolay entegre edilebilmesidir. Bu yöntemin sanayide mevcut konvansiyonel imalat yöntemleri ile entegrasyonu mümkündür. Örneğin, her iki yöntemin iyi özelliklerini taşıyan bir sistemin (hybrit-kaynağı) gerçekleşmesi, CO2-lazer yöntemine göre daha elverişli sonuçlar vermektedir /1-7,12-17/. Nd-YAG-lazer makineleri manuel imalat yöntemlerine de uygundur. Üretim yerinde bulunan ışın prizleri (yada optik prizler) ve optik kabloları aracılığıyla, elle hareket ve kontrol edilen lazer penceri, (lazer kafası) ile imalat işlemleri gerçekleştirilmektedir.
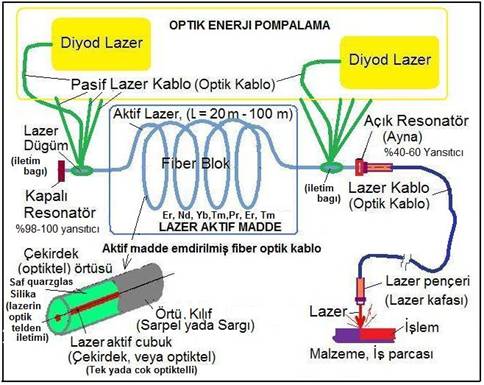
3.4 Fiber lazer makinaları
fiber lazer makineleri ( diğer bir adıyla da, Işın elyaf lazer makineleri) diyot pompalı katı aktif lazer makineleri ile ışın elyaf kablosunun (fiber optik kablonun) iyi özelliklerinin bir kombinasyonudur. Optik kablosu boyunca uzanan esnek lazer aktif kristal çubuğu kablonun çekirdeğini teşkil etmektedir. Ytterbium dozajlı çubuklu elyaf kablo bir veya birden fazla diyot pompalı lazer ışınları akımı altında yüksek lazer güçlü ışınların, (yaklaşık P =100 kW kadar elde edilmektedirler) meydana gelmesine neden olmaktadır. Fiber lazer makine sistemin şematik yapısı sekil 9 gösterilmektedir. Fiber lazer makinesi, bilinen konvansiyonel kaynak makinelerine benzer şekilde donatılmaktadır. Kaynak elektrik kablosu yerine burada optik kablosu, (lazer kablosu) elektrik kaynak pensi yerine lazer kaynak kafası, (penceri) diğer bir adi ile fiber lazer penceri ve ekipmanları ile bulunmaktadır. Mobil lazer kaynak makinelerinde ışın, fiber optik kabloları vasıtasıyla, işleme tabi tutulacak parçaya iletilmekte ve odaklanabilinmektedir. Bu yöntemde parçalar sabit veya hareketli olabilmektedir. /1,2,6,-17/
Küçük işletmelerde ve/veya doğrudan üretim yerlerinde taşınabilir ve çok amaçlı lazer makinelerine olan gereksinim üzerine, Ytterbium-Fiberlazer mobil lazer makineleri geliştirilmiştir. Fiber lazer makineleri 2003 senesinden beri piyasada bulunmaktadır, sanayide kullanılmaktadır. Fiber-lazer makinelerinin randımanı, h > 30 % lara erişmiştir. . Bu verim diğer lazer makinelerinde çok daha düşüktür. Örneğin Nd-YAG-lazer makinelerin de bu oran % 2- ile % 10 arasında değişmektedir. Fiber lazer makinelerinde enerji pompalama diyot lazerle gerçekleşmektedir. Dalga boyu Nd-YAG lazerine yakın olusu (l=1064 nm =1.060 mm ) ayni ekipmanlarla kullanılmaktadır. İsin kalitesinin yaklaşık 17 mmxmrad (mm.mrad) olması nedeniyle Alüminyum ve Çelik malzemelin kaynağında tercih edilmektedir. Fiber lazer kaynak makineleri kalın saçların kaynağında kesmesinde elverişliği nedeniyle gemi tersanelerinde, sualtı boru döşemelerinde, sualtı kaynak islerinde otomobil endüstrisinde CO2-lerin yerini almaktadır. Normal elektrik tesisatlarında 63 A lık sanayi sigortalı bir prize takılıp çalıştırılmaktadırlar. Fiber lazer makinelerinin bazı avantajları: /1,2,6-17/
- Nd:YAG-lazer makinelerine kıyasla yüksek lazer gücü ve yüksek randıman
- Yüksek malzeme isleme hızı ve derinliği
- Yüksek ışın kalitesi, yüksek kaliteli malzeme işlemi,
- Al- Mg alaşımların işlenmesine olan uygunluğu
- Küçük boyutlu, ağırlığı düşük,
- Yekpare ve robust yanı çok sağlam yapı
- Taşınabilirlik, mobil işleme sistemlerine uygunluk
- Atölye dışındaki montaj işlerinde uygunluğu,
- Rahat ve basit kullanım,
- Yüksek isletme ömrü,
- Mevcut elektrik kasasına, 63 A sanayi prizine takılarak
Elektrik enerjisine kolaylıkla bağlanabilme,
- İmalat ve tamir islerinde kullanım.
- Mobilite, yani rahat taşınabilirlik ve kurulma.
4. SONUÇLAR
İmalat sektöründe lazer temassız, aşınmasız ve çok amaçlı kullanımlı bir takım olarak günümüzde kullanılmaktadır. Bilgisayar destekli üretime, otomasyona uygun oluşu, ekonomik ve kaliteli bir üretim sağlaması nedeniyle sanayide malzemelerin islenmesinde her gecen gün konvansiyonel imalat yöntemlerinin yerini almaktadır. İmalat sektöründe kullanılan yüksek güclü lazer makinelerin verimlerinde ve güçlerinde çok kısa sürelerde büyük artışlar elde edilmiştir. Bunun paralelinde maliyet fiyatlarında büyük düşüşler kaydedilmektedir. Bu makinelerin kapladıkları alan ve ağırlıkları büyük ölçüde azalmıştır. Normal kaynak makineleri gibi rahatlıkla taşınabilinmektedirler. Türkiye’de ise lazer imalat yöntemleri ve lazer makinelerinin üretimi ile ilgili kayda değer bir etkinlik gözlenmemektedir. Eğer Türkiye, belli sanayi ürünlerinde dünya pazarlarında rekabet edebilme şansını kaybetmek istemiyorsa ve pazar payını yeni, ucuz ve kaliteli sanayi ürünleri ile genişletmek istiyorsa mutlaka lazer imalat teknolojisini kullanmak zorundadır.
* Lazer imalat yöntemleri bölümü bundan sonraki makalede yer alacaktır.
Kaynaklar
1. Özden H., “ Lazer makineleri ve Lazer yöntemleri”, Skript, Yüksek lisans ders notları, EÜ, Makine Müh. Böl. 2007
2. Özden H., “ Lazer kaynağı” Skript, Doktora ders notları, EÜ, Makine Müh. Böl. 2007
3. Dorn L., u.a.: „Schweißen und Löten mit Festkörperlasern“ Springer, D-Berlin, 1992.
4. Oezden H, Dorn L., Shrestha S..; „Laserstrahlschweissen im Schiffbau und meerestechnischen Anlagen“ DMS-Pamukkale Üniversitesi, 2004, Denizli
5. Dilthey U.; „Laserstrahlschweißen...“ DVS-Verlag, Düsseldorf, 2000
6. Trumpf, 2006, “ Laser tools” in Germany language Vogel Buchverlag, D- Würzburg,
7. N.N.: „ Laser in der Produktion : Praxisbeispiele und Entscheidungshilfen für den Einsatz bei Laserstrahlschweißen“, VDI-Berichte ; 1621, VDI-Verl., D- Düsseldorf , 2001
8. Thomy, C., Vollertsen, F. and Seefeld, T., 2005, “ Welding with high-power Fiber laser..” in Germany language, Laser journal Nr. 3, pp.28-31.
9. N.N.: „ Laser in der Produktion : Praxisbeispiele und Entscheidungshilfen für den Einsatz bei Laserstrahlschweißen“, VDI-Berichte ; 1621, VDI-Verl., D- Düsseldorf , 2001
10. Özden H., “Investigating fiber lasers for shipbuilding and marine construction” Laser-Welding In Shipbuilding And Marine Structures” Welding Journal Volume: 86 Issue: 5 Pages: 26-29 Published: MAY 2007
11. Ozden H, Gursel T, “Development of a new laser beam welding technigue” Sea Technology, SEA TECHNOLOGY Volume: 48 Issue: 7 Pages: 33-+ Published: JUL 2007
12. Internet, www.de.trumpf.com ; „TRUMPF, GmbH, CO2-Laser, Informationsmaterial“,
13. Internet, www.bias.de; „ Bremmen Lazerzentrum, Informationsmaterial“
14. Internet, www.lhz.de ;Hannover-Laser-Zentrum, D-Hannover
15. Internet, www.wlt.de ; WLT Wıssenschaftlıche Gesellschaft Lasertechnık e.V.
16. Internet, www.laserverbund.de ; D-Berlın-Brandenburg, e.V.
17. Internet, www.ilt.fhg.de ; Fraunhofer Institute for Lasertechnology ILT, D-Aachen
Şekiller
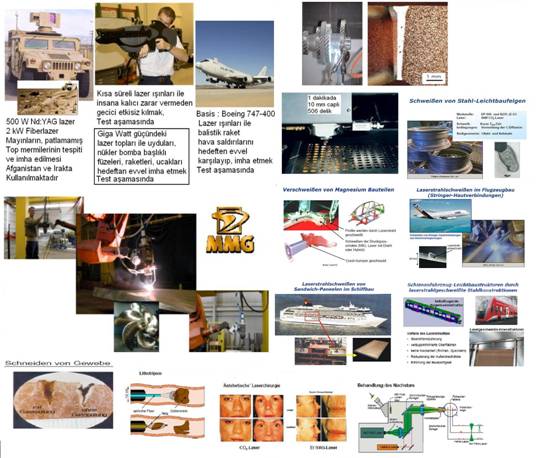
Şekil 1. Lazer kullanımlarına farklı örnekler,
(Lazer ilgili web sitelerinin brösürlerinden derlenmiştir / 1 /)

Şekil 2. Prensip olarak Elektromanyetik ışın dalgaların meydan
gelişi ve lazer ışığı
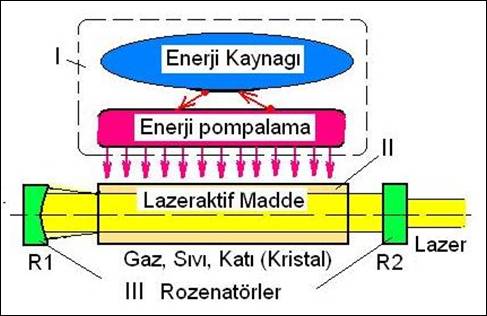
Şekil 3. Lazer makine sistemin şematik yapısı
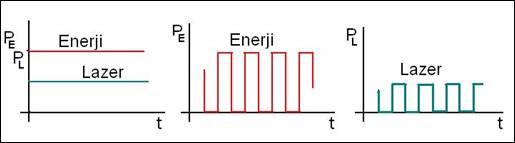
Şekil 4 Zamana göre Lazer enerji iletim, sabit ve darbeli lazer tipi
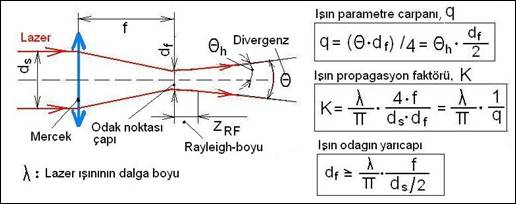
Şekil 5. Lazer kalite faktörleri

Sekil 6 Yüksek güclü fiber lazer makinasi
Şekil 7 CO2-Lazer makina sistemi
Şekil 8. Nd: YAG-Lazer makine sistemi
Sekil 9 yüksek güclü fiberlazer makinalarının bir prensip semasi
Tablo 1
|
Lazer Makinalarin Bir Karşılaştırması |
||||
|
|
|
Fiber Lazer |
CO2 Lazer |
Nd:YAG Lazer |
|
Maksimum Lazer Gücü |
kW |
100 |
60 |
10 |
|
Lazer Dalga Boyu |
mm |
1.07 |
10.6. |
1.06 |
|
Verim Oranı |
% |
20-30 |
5 (eski) -15 (yeni) |
2 (eski) -10 (yeni) |
|
Fiber Odak Çapı |
mm |
200 |
600 |
- |
|
Odaksal Uzunluk |
mm |
200 |
150 |
300 |
|
Spot Çapı |
mm |
420 |
430 |
512 |
|
Işın Parametre Çarpımı, (Lazer kalite çarpanı) BPP |
mm*mrad |
11.7 |
23.9 |
15.3 |
|
Işın Demeti İletimi |
- |
Fiber kablo |
Ayna-mercek sistemi |
Fiber kablo |
|
Taşınabilirlik, (Mobilite) |
- |
Yüksek |
Düşük |
Düşük |
|
Lazer Kaynağı İzi |
- |
Küçük |
Geniş |
Orta |
|
Ömür |
saat |
100000 |
Belirsiz |
10000 |
|
Soğutma |
- |
Hava, Su |
Dionized, gaz, su |
Su |
|
Enerji besleme, (Elektr. Trafo gücü) |
|
Düşük (priz) |
Cok yüksek (Trafo dolab) |
Yüksek (Trafo dolab) |